Like most coal-fired power plants, a large plant in Arizona received its coal by railcar, which was off-loaded, crushed and sent to a storage yard. Before crushing the coal, rubberized conveyor belts transport the coal up through a chute and into storage silos. The Arizona power plant has two tripper deck coal chutes with a gross generation capacity of 2,100 MW. Because coal is dusty, it is common for mining and power plants to minimize the dust by spraying down the coal with a water-based chemical solution. In the colder months of the year, however, this solution causes the coal to freeze together in clumps and stick to the cold walls of the coal chute. Once so much coal freezes in the chute that it can no longer be transferred, the power plant employees can spend up to eight hours clearing the chute a full days work.
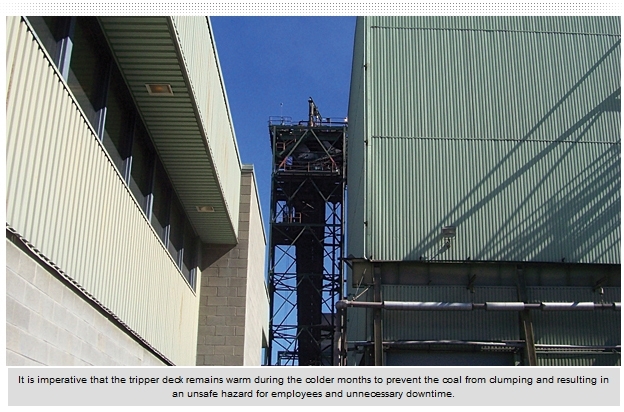
In addition to being an inefficient use of the power plant employees time, cleaning the chutes in this manner was dangerous and not compliant with OSHA standards. Workers would climb the four-story coal chutes, banging on the sides to loosen the clumps, and reach in and clear the chute once they reached the top. A better solution was needed, one that would prevent the coal from clumping. The company felt it was imperative that the tripper deck remain warm during the colder months to eliminate the hazardous situation for the plant workers and cut unnecessary downtime. As a first attempt to remedy the condition, the power plant placed strip heaters along the sides of the coal chutes. Unfortunately, strip heaters are an inappropriate solution: they are not engineered for this purpose, nor do they meet the C1D2 hazardous area classification with the presence of dust. Valin Corp. is a distributor and technical solutions provider of automation, filtration, fluid handling, fluid power, heating and process control products and systems. Each year, the company travels the western United States with its mobile technology vehicle, a rolling solutions laboratory equipped with solutions to eliminate process waste and improve efficiency, enable reliable plant networking, streamline equipment communications, and automate and regulate process conditions. As a part of one of its annual tours, Valin visited the power plant with its mobile technology vehicle. While there, the power plants engineering firm learned how to specify heat trace cable, and how to choose the proper cable type for each application. As time went on, the power plants engineering firm recruited Valin to develop a safe solution that would keep the walls of the coal chute from freezing and prevent the coal from clumping. Valin suggested adding heat tracing to the coal chutes, installing insulation around the coal chutes, and adding an electronic control system that would help extend the life of the heat trace cables. Convinced of the need for heat tracing, the power plant gave the distributor the go ahead. In 2011, Valin began the project with engineering and design, isometric drawings and a close look at requirements for safety, personnel and other factors. Using pre-engineering calculations, the team selected heat tracing products from Pittsburgh-based Chromalox. The company specified Chromaloxs SRM/E, a self-regulating medium-temperature heat tracing cable, for the coal chutes. The mid-range wattage cable will maintain a temperature of 40F (4C) in the coal chutes.
The self-regulating heat tracing cable is suited for freeze protection and low- and high-temperature process maintenance applications. The self-regulating heat tracing cable is energy efficient, using less energy when less heat is required. It is designed to ease installation and can be cut to any length up to 780' in the field. Field splices can be performed in minutes without scrap or wasted cold sections. Self-regulating heat tracing offers lower installed cost than steam tracing, according to its manufacturer, as well as less maintenance expense and downtime. As part of the installation at the power plant, Valin provided two Chromalox control panels for the heat trace system. The controls give the power plant access to information they may not have otherwise had in addition to control over when the cables are in use. The heat trace solution is low maintenance and only requires a cold-weather startup once a year, prior to colder temperatures actually hitting. The simple startup procedure can be incorporated into the plants regular maintenance, or it can be provided by a vendor. Proper cold-weather startup will ensure that the heat trace system works properly for many years and is an important preventive step. Together with Chromalox, Valin ensured that the system works and is grounded properly with all cables connected and landed in the control panel correctly. Valin also provided product, maintenance and system startup training via educational classes for the power plant. As a result of this heat trace solution, the power plant has been able to maximize the up-time of its coal chutes while significantly decreasing downtime, costs and safety hazards for maintenance and repair of equipment. The project is scheduled for completion in April 2013.
Engineered Solutions
- Heat Trace Solutions
- Maintain Precise Temperature, Minimize Energy Usage and Maximizing the Life of Your Downstream Equipment
- Learn more about Heater/Pump Skids
Process Heating Services