How Does an RTD Work?
Resistance temperature detectors (RTDs) are passive components whose resistance changes with a change in temperature. This can be measured very accurately, enabling an RTD to translate temperature into a stable electrical signal, even in demanding industrial environments.
As a trusted resource in pressure and temperature measurement, Ashcroft helps users understand how RTDs function so they can select the right sensing technology for their process.
In this article, you’ll learn how an RTD senses temperature, how the materials and construction of the sensing element influence accuracy, why wiring configuration matters and how these factors help determine which RTD design is best suited for your application.
What is an RTD's electrical resistance?
Electrical resistance is the opposition to the flow of the electrical current. RTD temperature sensors rely on the relationship of resistance to temperature. For example, as the temperature rises, the resistance of the RTD element increases; and as the temperature decreases, the resistance decreases.
The reliability of this resistance response is influenced by two key factors: the metals used in the sensing element and the way the RTD is built and wired into the circuit. The sensing element material determines how stable, repeatable and accurate the resistance change will be.
Materials that help maintain accuracy
Material choice directly influences how well the RTD maintains accuracy across different operating conditions.
1.Platinum 100 ohm
Pt100 RTD sensors are passive components and require an excitation current to produce an output signal. This is the preferred RTD element material because it offers:
- Excellent corrosion resistance
- Proven long-term stability
- A wide range of temperature, from -200 to +850 °C.
These characteristics make platinum suitable for processes requiring accuracy over time, including cryogenic systems where temperatures can reach –196 °C.
2. Nickel and Copper.
These materials are less common than platinum options and have limited temperature ranges.
- Nickel offers good corrosion resistance, but ages more quickly and loses accuracy at higher temperatures. This material is usable in applications with temperature ranges from –80 to +260 °C.
- Copper offers the best resistance to temperature linearity of the three RTD types. However, it oxidizes at higher temperature. It is usable in applications with temperature ranges from –200 to +260 °C.
How does RTD element construction impact on performance?
Instrument accuracy, linearity and usable temperature range are all affected by whether the RTDs sensing element is a wire-round or thin film construction. Each is rated based on its resistance at 0°C.
Wire-Wound RTDs
This type of RTD is ideal for applications requiring precision under extreme temperature conditions. They are made from a fine platinum wire coil that provides excellent accuracy and long-term stability, and supports the broadest operating range from –200 to +850 °C.
Thin-Film RTDs
Thin-film RTDs are often selected for less extreme temperature ranges. They use a platinum layer deposited on a ceramic substrate, are compact and fast to respond. These RTDs typical have an operating range of –50 to +400 °C.

What are the effects of lead wire and wiring configurations?
Because an RTD measures resistance, any resistance introduced by lead wires influences accuracy. Wiring configuration therefore is essential to how accurately the RTD performs once installed.
Typical lead-wire options on for an RTD:
2-wire RTD
The 2-wire RTD configuration is the simplest among RTD circuit designs. A single lead wire connects each end of the RTD element to the monitoring device. The total circuit resistance includes the lead wire resistance. This is the least accurate of the configurations and used for applications with short lead lengths.

3-wire RTD
The 3-wire RTD configuration is the most common RTD circuit design used in industrial processes. In this setup, two lead wires are connected to one side of the sensing element and a single lead wire is connected to the other side. By allowing the monitoring device to compare the resistance of the paired leads, this configuration effectively compensates for the lead wire resistance on one side of the element, significantly improving overall measurement accuracy.

4-wire RTD
The 4-wire RTD configuration is the most complex and typically the most expensive, but it provides the highest level of measurement accuracy. In this design, two pairs of lead wires connect to the sensing element, allowing the monitoring device to fully cancel out the lead wire resistance on both sides of the circuit.

Why do accuracy classes matter?
Accuracy classes identify how closely an RTD element matches the ideal resistance-temperature curve defined by IEC 60751. Common accuracy classes include:
- Class B: ±0.3 °C (widest operating range)
- Class A: ±0.15 °C
- Class AA: ±0.1 °C (tightest tolerance)
Where RTDs are commonly used?
RTDs are widely used in industries that rely on accurate, stable temperature measurements, including:
- Oil and gas industries
- Power plants
- Chemical and refining processes
- Pharmaceutical and biotechnology systems
- Cryogenic storage and low-temperature production
- Compressor and turbine monitoring
- Safety shutdown systems and critical control loops
Talk to one of our experts today at (855) 737-4715 or fill out our online form to learn more.






 California is home to some of the world’s most demanding precision industries — from semiconductor manufacturing in Silicon Valley and chip fabs in Central California, to advanced medical device production in San Diego and aerospace systems across the state. Whether you’re building high-throughput inspection systems, lab automation platforms, or next-gen optical assembly equipment, motion precision isn’t a nice-to-have — it’s mission-critical.
California is home to some of the world’s most demanding precision industries — from semiconductor manufacturing in Silicon Valley and chip fabs in Central California, to advanced medical device production in San Diego and aerospace systems across the state. Whether you’re building high-throughput inspection systems, lab automation platforms, or next-gen optical assembly equipment, motion precision isn’t a nice-to-have — it’s mission-critical.

 Most of the time, the answer depends on geography. In the U.S. or Canada, the pressure gauge will most likely come with an NPT (National Pipe Tapered) connection. This thread type, standardized by ANSI (American National Standards Institute) and ASME (American Society of Mechanical Engineers), is typical among North American measuring instruments, found in piping systems, pumps, compressors, plumbing systems, mobile working machines, and many more applications.
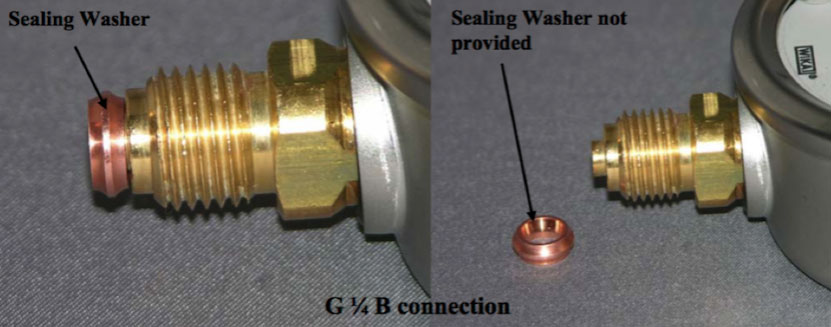
Most of the time, the answer depends on geography. In the U.S. or Canada, the pressure gauge will most likely come with an NPT (National Pipe Tapered) connection. This thread type, standardized by ANSI (American National Standards Institute) and ASME (American Society of Mechanical Engineers), is typical among North American measuring instruments, found in piping systems, pumps, compressors, plumbing systems, mobile working machines, and many more applications. If the pipe assembly is in Europe, Asia, or Latin America – basically anywhere else in the world but the U.S. and Canada – the pressure gauge will very likely have the straight threads of a British Standard Pipe Parallel (BSPP) connector, denoted by the letter G*. The tapered variants from the BSP classification system are denoted by ISO7, for example, R1/4-ISO7.
If the pipe assembly is in Europe, Asia, or Latin America – basically anywhere else in the world but the U.S. and Canada – the pressure gauge will very likely have the straight threads of a British Standard Pipe Parallel (BSPP) connector, denoted by the letter G*. The tapered variants from the BSP classification system are denoted by ISO7, for example, R1/4-ISO7.