No Anti-vibration Gland Needed!Parker Autoclave Engineers have taken a variety of in-house technologies and created a patent-pending simple to make connection using easy-to use tools that is as safe as a Cone & Thread connection without any of the vibration sensitivity. Using just a hydraulic press and two dies, the connection is made using a similar pre-set process as the Parker MPI (Medium Pressure Inverted) and Autoclave Engineers QSS (Quick Set Sleeve) ferrule style connections with one extra step that flares the tube. This extra step allows for primary sealing on the internal diameter of the flare with a back up secondary seal on the front of the sleeve.
Product Features:
- 22,500 psi (2507 SD) or 20,000 psi (316 SS) working pressures
- Flared Tubing Prevents Tube Extraction
- Double Metal to Metal Sealing Surfaces (First Seal is on ID of Tube Flare, Second Seal is Between Compression Sleeve and Fitting or Valve body)
- Wide Temperature Range from -100°F (-73°C) to 600°F (316°C), and -50°F (-45°C) to 600°F (316°C) for 2507 SD
- Single Inconel 718 Compression Sleeve Reduces Assembly Errors
- No Anti-vibration gland fitting needed - vibration is controlled in the standard design
Valves, Fittings, Adapters and Tubing
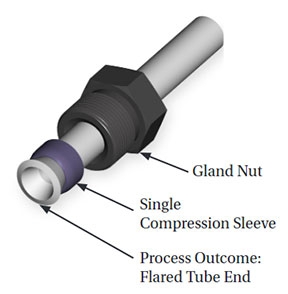
The process is simple:- Cut the tubing square and deburr
- Slide on Gland Nut
- Slide on Compression Sleeve
- Set Compression Sleeve using Die Set “A” to charted hydraulic pressure
- Form Flare using Die Set “B” to charted hydraulic pressure
Instructions are simple, intuitive, and easy to accomplish. One end can be formed and installed in as little as 2 minutes as compared to 15-20 with Cone and Thread type connections. Once formed, only a torque wrench is needed to properly complete the connection in the fitting or valve.
Talk to one of our experts today at
(855) 737-4714, or fill out our
online form to learn more.